Excess bender force cannot overcome a poor setup or worn tools
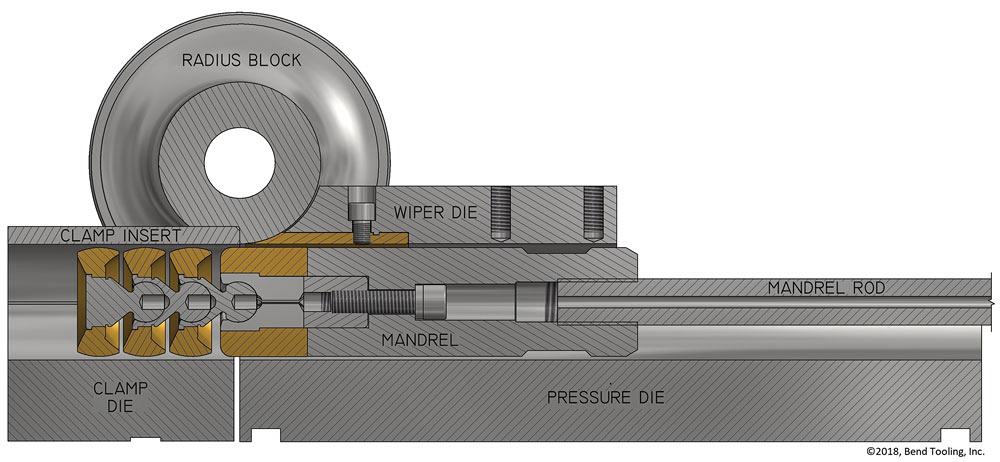
Figure 1
Programmability, speed, accuracy, and of course power are just some of the many advancements in modern CNC and NC rotary draw, mandrel-capable tube bending machines over the last few decades. However, even with extraordinary gains in these areas, the laws of physics as they pertain to metal forming are unchanged.
With the countless improvements in today’s bending machines, it seems that many still strive to find that perfect, repeatable setup. However, a common problem is that many fabricators overlook physics. Rather than relying on the tooling set to do its job, many compensate for worn tooling or an improper setup by overusing the machine’s forces or by improperly using the machine’s functions. Trying to substitute force for a proper tooling setup often causes more harm than good.
It could be argued that overuse of a machine means underuse of the tooling. This often is the case in many bending situations. In some cases, the application is difficult; it’s as simple as that. However, in many cases, worn and inadequate tooling are the most common causes of setup difficulty, especially with routine bending jobs. Since even the most experienced setup technician struggles without proper tools, this is the main cause of setup challenges.
Understanding Tooling Factors
Like the tooling used for many other metal forming applications, rotary draw bending tools are specified and manufactured to suit specific bending applications. An assessment of the scope of an application’s essential tooling considerations leads to a single, optimal tooling set for that application; when set up properly, that set will yield high-quality bends. Furthermore, application-specific considerations determine if special clamp-dies are required or if reduced bend quality is acceptable.
The essential considerations that pertain to a tooling set are:
- The tube material.
- The tube’s outside diameter (OD).
- The tube’s wall thickness (WT).
- The size of the bend’s centerline radius (CLR).
- The angle, or maximum degree of the bend (DOB) — for example, 45 degrees.
Two application-specific considerations are:
- Quality requirements — Are clamp marks acceptable? Are wrinkles or flattening permitted?
- Clamp length constraints — Are the distances between bends, or mid-tangent lengths, too short to allow common clamp lengths?
An optimal tooling set, when set up correctly, can yield bends of exceptional quality. If the tooling conditions have not been met, or are no longer being met, the bend setup usually must be compromised to overcome tooling deficiencies. The resulting machine setups are not only difficult to achieve, but generally are difficult to duplicate. In the end, productivity suffers because of increased setup times and higher scrap rates.
Although fabricators have countless reasons for not using optimal tooling for a specific tube bending application, most fall into just a few fundamental categories. Among these are insufficient grip, improper use of machine functions, excessive tooling wear, or the use of existing tooling that is not optimal for the application at hand.
Get a Grip to Prevent Wrinkles
The objective in mandrel bending is to prevent wrinkles, not to remove them. Since clamp slippage almost always causes wrinkles, clamps must be sized properly and remain in functional condition.
Proper grip length is determined by all of the considerations listed previously—material, OD, WT, CLR, and DOB. Less ductile materials generally require longer clamps, so the material type is an important consideration when determining the correct clamp die length (see Figure 1).
If the finished parts must have a good cosmetic finish, smooth clamps usually are required. Smooth clamps require greater length to prevent the tube from slipping, and when specified for use on low-ductility material, the length requirements can become quite extreme. For this reason, serrated clamps are preferable for most applications in which minor tube marking is acceptable and when the distances between bends are short on multibend parts.
Every compound, or contoured, clamp is designed to be used with a specific tube geometry. This clamp type, designed to grip onto the preceding bend of a multibend part, is always required when the mid-tangent length is shorter than the minimum clamp length. Because this clamp type is relatively expensive and can be used only for one specific part configuration, it is rarely used in low-volume applications.
Even when optimal clamp length suits the application, it’s important to understand that other machine setup variables can, and often do, affect the clamp’s ability to secure the tube throughout the entire bending process. The function of the pressure die is to hold the unbent section of tube firmly during the bending process. However, too much direct pressure at the pressure die inhibits the flow of tubing material, even if the application calls for pressure die assist. This imposes additional workload on the clamps. In many cases, the bending force exceeds the clamp’s grip capability (see Figure 2).
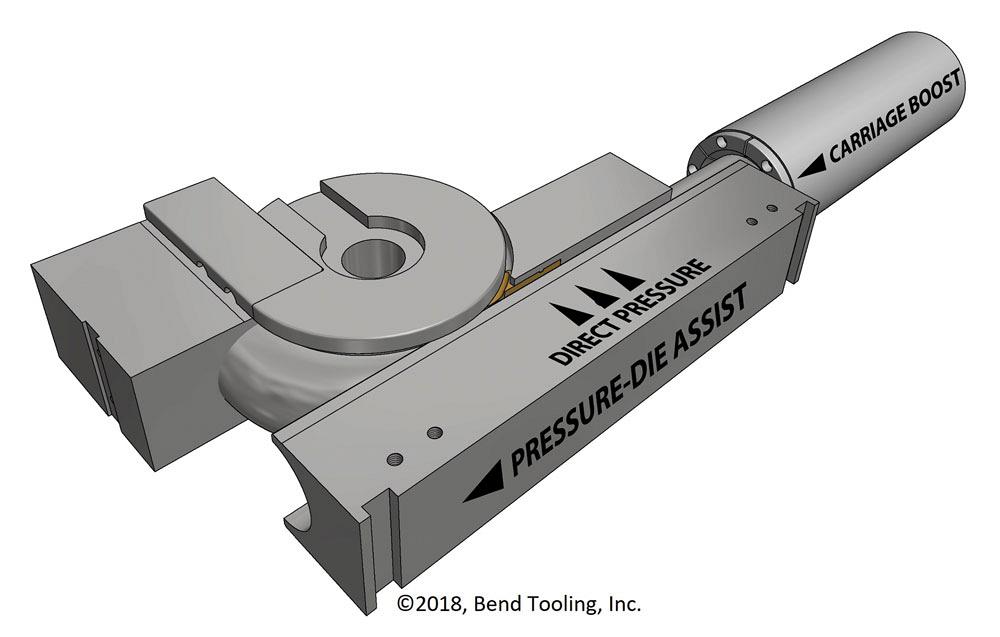
Figure 2
Use Pressure Die Assist Instead of Carriage Boost
Some full CNC machines are equipped with a carriage boost feature. Carriage boost uses the collet to force material into the bend during the bending process. This extra force helps overcome the drag associated with the pressure die and reduces stress on the clamps. Therefore, this function often is used to compensate for clamps that are too short for the application.
A by-product of carriage boost is that it also feeds material to the intrados of the bend, an area where wrinkles already tend to occur. Feeding additional material into this region presents a greater challenge for the mandrel and wiper die to overcome, almost always requiring additional direct pressure at the pressure-die.
In the end, using carriage boost requires a high-pressure setup that significantly upsets the natural flow of material during the bending process. Not only are the resulting setups more difficult to replicate, but the required bending forces create significantly more wear and tear on both the machine and tooling. For these reasons, it’s best to use the carriage boost sparingly and only when absolutely required. It’s best to use pressure die assist to help move material along the extrados of each bend.
Monitor the Consumables
Since the mandrel and wiper die are subjected to constant friction caused by sliding contact against the tube, they wear over time. For this reason, they are considered consumable components that must be replaced periodically. Their requirements are determined by three factors:
- The ratio of the tube diameter to the wall thickness
- The ratio of the centerline bend radius to the tube diameter
- The yield strength of the material
The resulting calculations determine whether a mandrel or wiper die is required, and if so, the best material to use for these tools.
As the term mandrel bending suggests, a mandrel is vital in tube bending applications where it is required. Because every mandrel is made to fit a specific tube diameter with a specific wall thickness, it must be properly sized and should include the proper number of ball segments to support the tube adequately. In a typical application, the appropriate finished mandrel body diameter can be determined with the following equation:
Mandrel body diameter = Tube diameter – (Wall thickness x 2.21)
Most bending tool suppliers offer mandrel and wiper tables that are accessible online (https://bendtooling.com/bend-tooling-mandrel-and-wiper-chart). These tables can be used to assess specific mandrel requirements for most applications.
When required, the wiper die also plays an important role in the tooling setup. Two commonly available geometries are standard cut and aerospace (aero) cut. Although preference often plays a role in selection of the wiper die type, standard wiper dies work well when the bend radius is larger than 1.5 times the tube diameter. Because the aero cut has offset geometry, providing better support at the intrados of the bend, aero wiper dies are ideal for bends that are 1.5 times the tube diameter or smaller.
The material used for the mandrel and wiper die are determined by the tube material. Aluminum-bronze tooling usually is specified for bending all stainless steels, titanium, INCONEL® alloy, and mild steels. Conversely, coated steel tooling should be used for bending aluminum or aluminized tubing to prevent galling.
Although every fabricator wants to get the most from his tooling investment, knowing when to replace tooling components is a critical consideration. When bend quality and consistency suffer, and the bending technician begins to compensate by changing the bend pressures, positions, or speed settings, the tooling is past its prime.
A rigorous tooling inspection schedule, including a written record of changing bend quality, is a key consideration in tracking the tooling set’s condition. After this data is documented, it can be incorporated into the troubleshooting or maintenance checklist for future reference.
Do Not Touch
To ensure that all applied tooling forces are effectively transferred to the tube, it’s important to ensure that the opposing tools in a bender setup contact the tube only. Specifically, the clamp die should never contact the opposing clamp insert, and the pressure die should never contact the bend die. The clearance, referred to as stop gap clearance, can erode
as the tooling wears and should be inspected periodically. Other causes of reduced clearance may be attributed to undersized tubing, improperly designed tooling, and incompatible tooling set components.
If the stop-gap clearance disappears completely, not only do the tools lose their ability to perform as intended, but all applied forces ultimately work against the bender itself, resulting in poor bend quality and unnecessary wear and tear on the bender.
Cover Your Bases
Profitability in the competitive world of tube bending requires careful consideration of tooling costs and lead times. If a job can be quoted without consideration for tooling cost or associated lead time, this is a competitive advantage. For this reason, keeping a diverse tooling library is a big benefit. However, when the existing tooling library meets most of the bending requirements, it’s tempting to quote the job without quoting additional tooling.
A common substitution is to use a tooling set for the wrong material—for example, using tooling designed for mild steel to bend a less-ductile material. The clamps likely will provide inadequate grip to make such a bend successfully. Another short-cut is to use a heavy-wall tooling set on light-wall material. In such a case, the mandrel is undersized, and a wiper die may now be required.
In these situations, bender setup personnel must cope with a questionable accounting decision. The likely outcomes are longer bender setup times, inconsistent bend quality (leading to scrap), and accelerated wear on the tooling and the bender. These are costs that are unlikely to be noticed—costs that eat into the supposed profit margin. The mutual win-win objective of the customer-vendor relationship soon becomes one-sided.
Rather than discovering tooling shortcomings during the initial setup and production run, reviewing the full scope of each application up-front helps to ensure that all costs are covered and will make for a smooth production launch.
Be Aware
It’s important to recognize when machine settings and forces are used to overcome either inadequate or significantly worn tooling, because these applications usually remain problematic until the source of the problem is identified and the issue resolved. Although many CNC tube bending machines are capable of producing tremendous amounts of force, it’s not usually necessary to use the full amount of force on a regular basis.
A machine that is run to its maximum capability on a regular basis experiences a greater degree of wear and tear than if were run at a moderate level. Not only will maintenance and repair costs add up on a machine that is overworked, the downtime associated with such repairs can be detrimental. Furthermore, overuse of machine forces will significantly reduce the life of the consumable tooling, requiring more frequent change-out of these types of components.
Using tooling sets for their intended applications, and using a regular inspection and maintenance schedule for all tooling, do much more for long-run productivity and uptime than short-cuts and workarounds, keeping per-bend costs as low as possible and profitability as high as possible.